Ottimizzazione di linee d’assemblaggio per l’industria elettromeccanica con la simulazione 3D
Progettare una linea di assemblaggio è sempre una sfida complessa. Varianti di prodotto, vincoli di spazio, qualità da garantire e flussi da ottimizzare rendono ogni decisione critica. In un contesto manifatturiero in continua evoluzione, le aziende devono trovare soluzioni che permettano di ridurre i rischi e accelerare l’implementazione.
Di recente, Kone, leader globale nella produzione di ascensori, scale mobili e soluzioni per la gestione dei flussi di persone , ha affrontato questa sfida nel suo stabilimento del Nord Italia. L’obiettivo era sviluppare una nuova linea di assemblaggio per i pannelli di comando degli ascensori (COP), componenti fondamentali che integrano pulsanti e display.
Il team di ingegneria di Kone ha riconosciuto fin da subito che i tradizionali strumenti di pianificazione non sarebbero stati sufficienti. Per risolvere un problema così complesso hanno scelto un approccio innovativo: la progettazione e l’ottimizzazione in ambiente virtuale grazie alla simulazione 3D con Visual Components.
Le sfide di una linea per pannelli di comando ascensori
In ogni progetto di industrializzazione arriva il momento in cui la complessità diventa evidente. Per KONE, questo momento è emerso quando il team ha iniziato a tradurre le specifiche di prodotto in un flusso produttivo concreto.
Il primo problema riguardava la qualità. I faceplate dei COP, pannelli frontali con pulsanti e display, sono delicati e vulnerabili a graffi e ammaccature. Anche un piccolo danno può portare a rilavorazioni o scarti, con conseguenze dirette sui costi e sui tempi. Limitare la movimentazione manuale è diventata una priorità assoluta.
Un’altra sfida era la gestione di due varianti di prodotto con complessità diverse. Le differenze nei tempi di assemblaggio e nei flussi operativi rischiavano di generare colli di bottiglia e squilibri tra le stazioni di lavoro.
A tutto questo si aggiungevano i vincoli di layout: spazio limitato, necessità di integrazione con processi a monte e a valle, e la sicurezza operativa degli operatori. Senza dimenticare la comunicazione: spiegare un processo così articolato agli stakeholder con semplici disegni 2D o tabelle risultava poco efficace.
Un approccio basato sulla simulazione
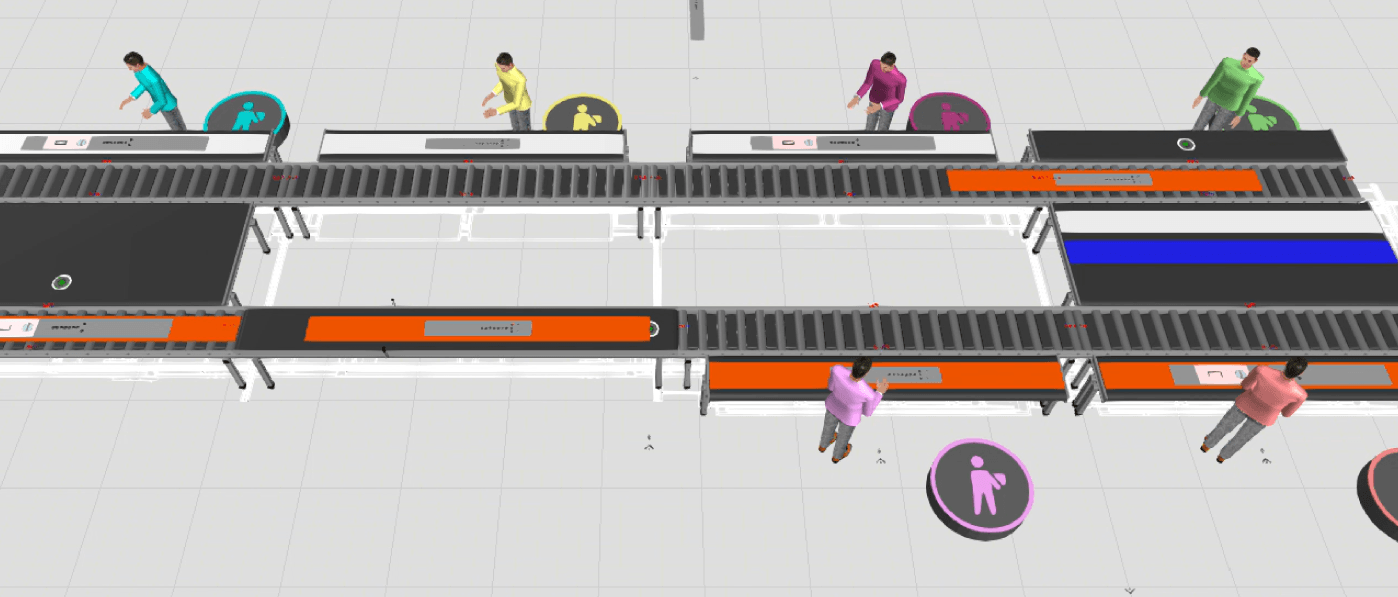
C’è un grande vantaggio nel poter testare virtualmente ciò che prima si poteva solo immaginare. KONE ha sfruttato appieno questa possibilità progettando una linea dove ogni faceplate resta fissato a un pallet dedicato per l’intero processo.


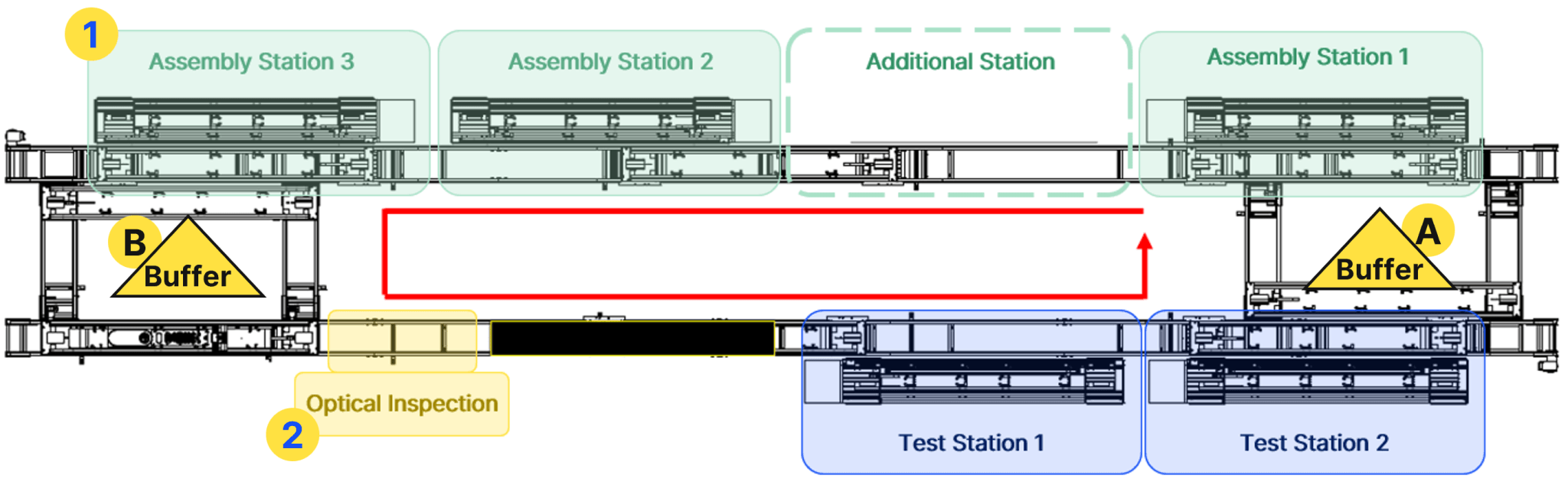
Il sistema di trasporto, basato su un nastro modulare Bosch Rexroth TS2, consente la movimentazione dei pallet tra le varie stazioni. In questo modo si evitano manipolazioni dirette dei componenti sensibili e si riduce il rischio di danni accidentali. Il flusso produttivo prevede l’impiego di buffer strategici per regolare le variazioni di ritmo. Tre stazioni di assemblaggio parallele operano in modalità sincronizzata per ottimizzare i tempi ciclo.
A valle delle stazioni di assemblaggio, un sistema di ispezione ottica dotato di algoritmi di intelligenza artificiale esegue un controllo qualitativo dei componenti montati.
I pannelli conformi vengono inviati direttamente alle stazioni di collaudo funzionale, mentre quelli che presentano difetti sono automaticamente reindirizzati al buffer iniziale.
Questa configurazione consente alle stazioni di assemblaggio di eseguire le necessarie operazioni di rilavorazione. Così si evita l’accumulo di prodotti non conformi nelle fasi successive e si mantiene un flusso produttivo continuo ed efficiente.
Buffer nella linea d’assemblaggio: cuscinetto o ostacolo?
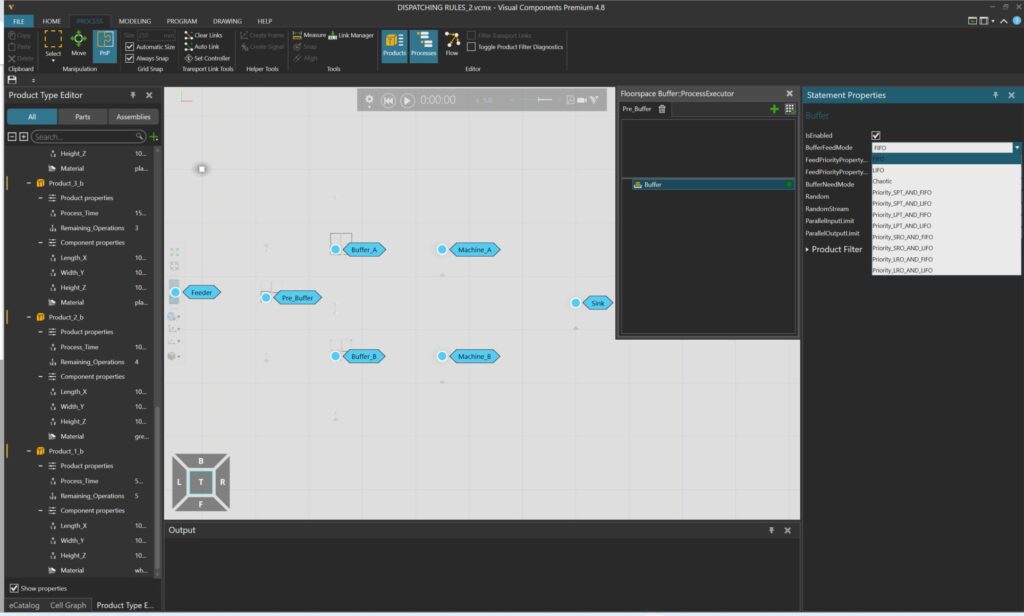
In una linea di assemblaggio, il buffer rappresenta un’area di accumulo temporaneo progettata per compensare le variazioni del flusso produttivo. Un buffer correttamente dimensionato impedisce che un ritardo in una stazione interrompa l’intero processo. Tuttavia, un eccesso di capacità può generare congestioni e rallentamenti. Al contrario, una capacità insufficiente espone la linea a frequenti stop-and-go.
La simulazione 3D consente di modellare queste dinamiche, testando diverse configurazioni per trovare un equilibrio tra continuità produttiva e efficienza.
Un modello realistico grazie ai dati MTM
Per trasformare la simulazione in uno strumento affidabile, servono dati di qualità. Il team ha integrato nel modello i tempi standard MTM (Methods-Time Measurement) per ogni attività manuale: serraggio di viti, collegamento cavi, operazioni di collaudo.
La simulazione ha incluso scenari con:
- tre e quattro stazioni di assemblaggio,
- diversi numeri di pallet in circolazione,
- varie dimensioni dei buffer,
- un tasso di rilavorazione realistico del 5%,
- e un mix prodotto 30% COP semplice e 70% COP complesso.
Ogni scenario è stato testato su turni di produzione completi. I risultati hanno fornito dati concreti per prendere decisioni informate.
La configurazione ottimale
È nei dettagli che la simulazione ha fatto la differenza. L’analisi ha mostrato che tre stazioni ben bilanciate erano sufficienti a raggiungere gli obiettivi produttivi. Il numero ideale di pallet in circolazione si è rivelato essere dieci.
Con meno di dieci pallet, le stazioni rischiavano di restare inattive. Con più pallet, il sistema si congestionava senza alcun beneficio per la produttività. Questo equilibrio, difficile da individuare con strumenti tradizionali, è emerso chiaramente grazie alle simulazioni iterative.
Risultati e benefici
La nuova linea di assemblaggio per i COP è stata avviata con successo. La simulazione 3D ha:
- assicurato un flusso continuo e senza interruzioni,
- ridotto la movimentazione manuale e i difetti,
- migliorato la comunicazione tra team grazie a una rappresentazione visiva del processo.
Il progetto ha dimostrato come la simulazione trasformi la pianificazione da un esercizio teorico a un processo data-driven.
Dalla formazione al progetto: l’approccio Flexcon per Visual Components
Adottare Visual Components non significa solo installare un software: richiede competenze, visione e un partner che accompagni la transizione fino alla piena autonomia.
Flexcon supporta le imprese con un percorso completo:
🔹 formazione tecnica per costruire un team interno competente
🔹 affiancamento nei primi progetti per ottenere subito risultati concreti
🔹 consulenza continua per identificare le soluzioni migliori e ottimizzare i processi
L’approccio adottato nel progetto con Kone riflette il modo in cui Flexcon opera anche con imprese di altri settori: elettromeccanico, automotive, logistica, supply chain, packaging, healthcare e molti altri.
Contatta Flexcon: richiedi una demo gratuita e personalizzata di Visual Components.